



常言道:物流不谈「TI」和「HI」,
N年物流经验也枉然~
那么,经常听物流人说起的「TIHI」(太嗨)
到底是什么呢?

「TIHI」就是这两个词的合称,表示:
货物在托盘上的码放方式。
TI:就是每层如何摆,摆多少,
HI:就是打算放几层,放多高。

开动脑筋,计算一下图中TI是多少,HI又是多少?
于是,TI与HI在一起,打造出整整齐齐的一板「货物单元」,
方便后续仓储与运输。
TIHI,就是这个意思!

TIHI,这个东西概念,
看起来非常简单、易懂,
但是实操中如果不达成系统性共识,
则会导致货物在各环节频繁加垛/拆垛/翻板作业。

TIHI如果做到上下游统一,
不仅能够最合理化利用托盘,
更便于企业与上下游带板运输,
加快货物交接。
那么,如何制定统一的TIHI呢?
一般来说,统一的TIHI,
需要上下游各方协同并达成一定的共识。
其次,需要深入理解「TI」、「HI」的运用场景:
TI - 以匹配标准托盘平面尺寸为准,
HI - 与上下游不同作业场景有关。
TI的关键在于:
将产品包装箱「刚刚好」码放在标准托盘之上,
不超板、不亏板。


HI,也就是托盘码板高度,
是TIHI制定的关键点与难点。
由于供应链每个企业的
【业务模式】与【物流组织模式】不一样,
单个企业往往会根据【库容最大化原则】
来设定码板高度,
造成不同企业之间的码板高度不一样;
另一方面,
为了减少【车辆装载率】损失,
企业往往又会根据车厢高度进行码板,
这就导致在各环节衔接时,
需要进行多次的【升层】或【降层】作业,
不仅影响收货效率,
还会增加额外的人工搬运成本。
可见,码板高度
与货物自身特点(快流/慢流,抛货/重货),
以及货架标准、车辆标准互相关联。
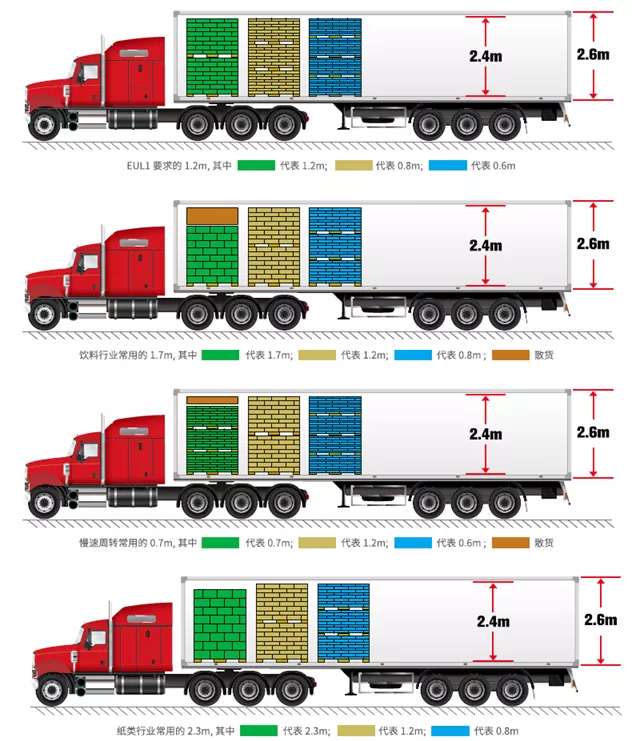
目前市场最通行的做法是:
根据标准车厢内径高度制定码板高度,
上下游企业在遵循行业通行的码板高度标准基础上再设置货架标准,
以实现各标准匹配。

PS:
《ECR带板运输指南》推荐的快消品行业码板高度:
正所谓:
TIHI统一很重要,
上下游共识要协调。
省时省力提效率,
物流工作不要太嗨哟~
正所谓:
TIHI统一很重要,
上下游共识要协调。
省时省力提效率,
物流工作不要太嗨哟~
最后回顾一下今天60s的重点:
关于TIHI的设置,大家可以咨询贯穿供应链始终的专业公司,
比如路凯,他们从生产线、码垛、上架、运输、卸货等环节,
他们一直在研究相匹配的TIHI标准。
路凯,成立于1942年,是供应链优化领域享有盛誉的物流集装器具循环共用解决方案服务商,目前处于亚太领先的带板运输解决方案服务商的位置,提供国家标准木托盘静态租赁和动态租赁、多种高度生鲜筐租赁,多年来致力于为亚太地区客户开发优质、创新且符合环境可持续发展要求的解决方案。路凯作为物流集装器具循环共用解决方案服务商在包括快消品制造业及零售业在内的多个行业市场均已处于领导地位。





